
- Номинален напон: AC220V50/60Hz
- Нето тежина на машината: 68 кг 50 кг
- Максимална моќност: 1800 W
- Начин на ладење: Начин на двојно ладење на ладен воздух/вода
- Дијаметар на заптивка: φ15-75mm 15MM-45MM 30MM-60MM
- Висина на шише: 20-180 mm
- Работни методи: продолжете со работа
- Опсег на апликација: Голем дел од производството
- Брзина на запечатување: 0-200 шише/мин
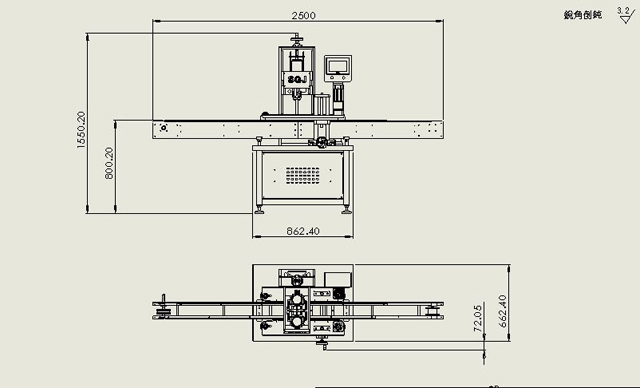
- Димензии на пакување: 1600*450*1500мм
- Големина на генератор: 1450*410*1300мм
Линијата вклучува две главни машини како индукциона машина за запечатување и машина за покривање;
Машините се погодни за капак-запечатување медицински шишиња што се користат во лабораторија за аналитички агенси. Целата линија може да биде опремена со помошна опрема како грамофон за шишиња или функција за кодирање на серии.
Како подолу има основни податоци за машините соодветно:

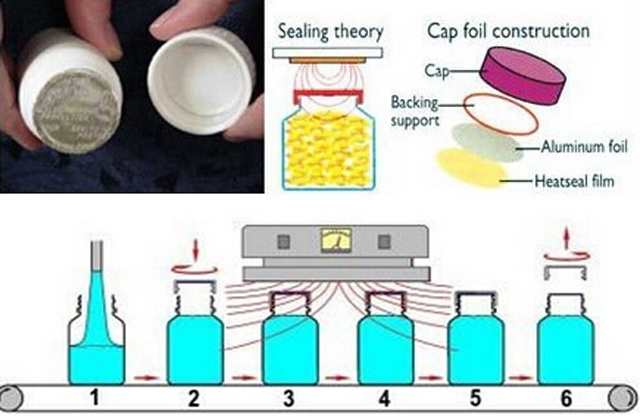
Индукциското запечатување, инаку познато како запечатување со капа, е бесконтактен метод за загревање на внатрешната заптивка за херметичко запечатување на горниот дел од пластичните и стаклените контејнери. Овој процес на запечатување се одвива откако садот е наполнет и затворен.
Технологијата на електромагнетно индукциско запечатување со композитни материјали е напреден метод на запечатување кој сега го препознава светот, а неговата карактеристика на бесконтактно загревање е погодна за запечатување на пластично шише (PP, PVC, PET, ABS, HDPE, PS и DURACON) , стаклено шише и разни композитни пластични црева, па во моментов тоа е најнапредната технологија за запечатување на шишиња за индустрии како фармација, храна, маснотии, дневна хемија, домашна хемија и земјоделска хемија.
Принцип на работа и како функционира

Затворачот се доставува до флаширањето со веќе вметната облога од алуминиумска фолија. Иако постојат различни облоги за избор, типична индукциска облога е повеќеслојна. Горниот слој е хартиена пулпа која обично е залепена на самото место на капачето. Следниот слој е восок кој се користи за врзување на слој од алуминиумска фолија на пулпата. Долниот слој е полимерен филм ламиниран до фолијата. Откако ќе се нанесе капачето или затворачот, контејнерот поминува под индукциски калем, кој испушта осцилирачко електромагнетно поле. Како што контејнерот минува под индукциската калем (глава за заптивање), проводната облога од алуминиумска фолија почнува да се загрева поради вртложни струи. Топлината го топи восокот, кој се апсорбира во подлогата на пулпата и ја ослободува фолијата од капачето. Полимерната фолија, исто така, се загрева и тече на усната на контејнерот. Кога се лади, полимерот создава врска со контејнерот што резултира со херметички затворен производ. Ниту контејнерот ниту неговата содржина не се негативно засегнати; Создадената топлина не штети на содржината.
Можно е да се прегрее фолијата што ќе предизвика оштетување на слојот за заптивка и на сите заштитни бариери. Ова може да резултира со неисправни заптивки, дури и неколку недели по првичниот процес на запечатување, така што правилното одредување на големината на индукциското запечатување е од витално значење за да се одреди точниот систем неопходен за работа на одреден производ.
Запечатувањето може да се направи или со рачна единица или со транспортен систем.
Поновиот развој (кој подобро одговара на мал број апликации) овозможува користење на индукциско запечатување за нанесување на фолија за заптивање на контејнер без потреба од затворање. Во овој случај, фолијата се испорачува претходно исечена или во ролна. Онаму каде што се испорачува во ролна, се сече со матрица и се пренесува на вратот на контејнерот. Кога фолијата е поставена, таа се притиска со главата на заптивката, се активира индукцискиот циклус и заптивката се врзува за контејнерот. Овој процес е познат како директна апликација.
Цртеж
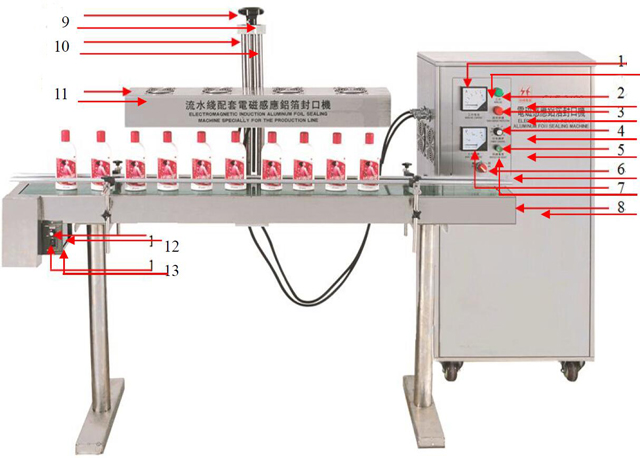
- Амперметар: Го прикажува моменталниот статус за време на работата на целата машина.
- Работен индикатор: Го прикажува работниот исклучителен статус
- Индикатор за прекумерна струја: го покажува ненормалниот работен статус.
- Контрола на моќност: контролер за напојување.
- Ресетирање на заштитата: вратете го нормалниот работен статус.
- Прекинувач за напојување: Ја контролира моќноста на целата машина.
- Волтметар: Го прикажува статусот на напонот за време на работата на целата машина.
- Транспортер: шишиња што пренесуваат.
- Рачно тркало: прилагодувања за различната висина на шишињата.
- Подигни полици: Се користи за фиксирање и кревање или паѓање на висината и ниската функција на заптивната глава.
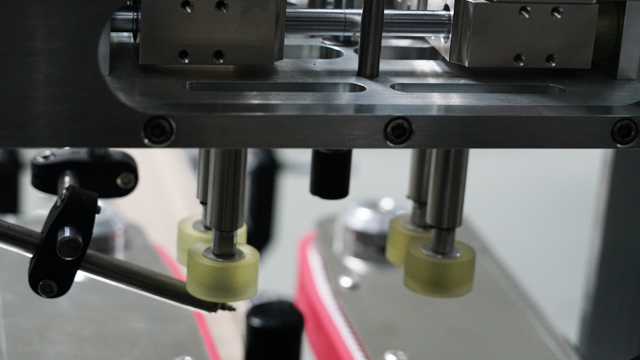
- Глава за запечатување: Ја загрева и запечатува алуминиумската фолија во капачето од шишето.
- Брзина на прилагодување: брзина на прилагодување на копче за работа на подвижната лента.
- Прекинувач за стартување: Контролен прекинувач на транспортер.

- Номинален напон: AC220V50/60Hz
- Нето тежина на машината: 68 кг 50 кг
- Максимална моќност: 1800 W
- Начин на ладење: Начин на двојно ладење на ладен воздух/вода
- Дијаметар на заптивка: φ15-75mm 15MM-45MM 30MM-60MM
- Висина на шише: 20-180 mm
- Работни методи: продолжете со работа
- Опсег на апликација: Голем дел од производството
- Брзина на запечатување: 0-200 шише/мин
- Димензии на пакување: 1600*450*1500мм
- Големина на генератор: 1450*410*1300мм
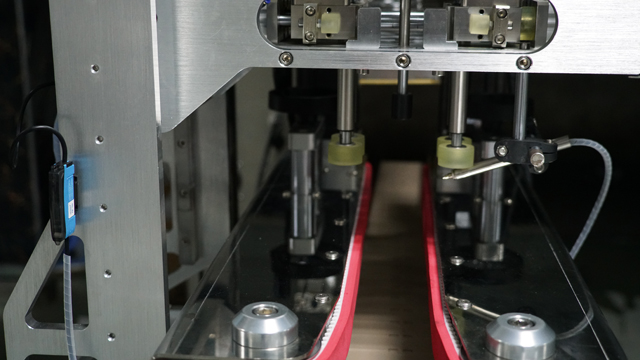
Користете го методот на индукционата машина за заптивање

- Прилагодување на големината на висината на шишињата: ставете го шишето под „главата за заптивање“, прилагодете го „рачното тркало“, проверете дали растојанието помеѓу дното на „главата за заптивање“ и лицето на капакот на шишето е околу 1-3 mm, свртете го „прекинувачот за стартување“ да се „вклучи“, така што подвижната лента ќе почне да работи и оставете ги шишињата да поминат преку лентата за да проверите дали ја допираат главата за заптивање. Најмалото растојание без тешко е најдобро.
- Прилагодете ја брзината на подвижната лента со „контрола на брзина“. Заптивањето на алуминиумска фолија е поврзано со брзината и моќноста на ременот. Ставете неколку шишиња на ременот, вклучете го „прекинувачот за напојување“ и направете го тестот за запечатување. Операцијата формално започнува откако шишињата се цврсто запечатени.
- Почекајте мекото стартување на ременот за багажникот и стартувајте го запечатувањето 30 секунди подоцна кога амперметарот после ќе покаже 3,2 А.
- Исклучете ги „прекинувачот за напојување“ и „прекинувачот за стартување“ при исклучување на машината.
Вградена машина за покривање:
- Производствен капацитет: 40-60 Caps /min
- Големина на капа: 10-50/35-140мм
- Дијаметар на шише: 35-140 mm
- Висина на шишето: 38~300 mm
- Големина (Д×Ш×В): 1000×800×1200 mm
- Тежина: 350 кг
Цртеж на машина за покривање во линија
| 1 | Шишиња | 2 | Поправање шишиња |
| 3 | Рачка за прилагодување на положбата | 4 | Макара за триење |
| 5 | Модул за позиција на удар | 6 | Капачиња притискање на цилиндар |
| 7 | Рачка за позиционен | 8 | Модул за прилагодување на капакот |
| 9 | Цилиндар за покривање | 10 | Мотор за покривање |
| 11 | Контролна кутија | 12 | Рачно тркало |
Приспособување на ограничување од А до Ш

Прилагодување за фиксирање шишиња
1. Ослободете ја рачката (3)
2. Ставете ги претходно фиксираните шишиња (1)
3. Очното јаболко ако центарот на капачињата се совпаѓа со центарот на цилиндарот (9); штом се совпадна поправете ја рачката (3)
Прилагодување на висината на капачето﹒
1. Ослободете ја рачката (7)
2. Прилагодете ја рачката (12) за да го направите тркалото за триење на капачето (4) на дното од 2 mm до дното на капачињата, поправете ја рачката (7)
Прилагодување на празнините на триење:
1. Затворете го изворот на воздух
2. Ставете ги капачињата за фиксирање помеѓу тркалата за триење (4)
3. Пристапете до капачињата со поместување на тркалото за триење (4) за да ја прилагодите завртката на модулот за удар (5) (двете страни треба да бидат симетрични со мерење на окото). Вистинската фасада треба да биде од 2mm до 3mm за секоја страна;
Приспособување на висината на капачето на цилиндарот (според примероците со капачиња)
1. Олабавете ја завртката (8) направете го цилиндерот за покривање (9) да излегува;
2. Оставете го растојанието од 1mm-2mm од навртката за покривање до врвовите на капачињата
3. Затегнете ја завртката (8)
Приспособување на брзината на цилиндерот за покривање
1. Поврзете ги напојувањето и изворот на воздух за да ја прилагодите поставката за притисок за воздушниот притисок (стандарден 0,74mpa-0,6Mpa)
2. Прилагодете го времето на затварање и интервалот на ограничување (стандард од 1 до 1,5 секунди) изберете ја состојбата како Рачно, насочете го прекинувачот на педалата за да ја прилагодите пневматската брзина на лево-десно тркало за триење, на крајот треба да ја направи брзината при двете брзини на еднакво ниво ;
3. Прилагодете ја брзината на цилиндарот за покривање.
Тестирање на Run Of Machine
1. Извадете еден производ за тестирање на капакот; Обновете го капачето според ефектот на покривање;
2. Прилагодете го вртежниот момент според силата на торзија.
Примероци од шишиња за запечатување на капачињата

Може да ви се допадне
 Автоматска машина за покривање шишиња за полнење шишиња во прав, ротари Фарма
Автоматска машина за покривање шишиња за полнење шишиња во прав, ротари Фарма- Автоматски линеарни метални лимени алуминиумски лименки запечатувач за шиење машина
- Автоматски стаклени тегли со кокосово масло со 2 глави пневматска линија за полнење
- Автоматска машина за покривање за полнење на ротирачко млеко фарма во прав
- Машина за покривање за полнење со течност за дозирање на перисталтичка пумпа за есенцијално масло
- Полуавтоматска машина за полнење на кеси од претходно изработени пневматски изливници
- Машина за етикетирање со двострани картички со рамна површина
- Полуавтоматска машина за полнење цевки со опрема за ултразвучно запечатување
- Машина за запечатување за полнење лепак за алуминиумски цевки
- Автоматски ротирачки стаклени тегли за храна со двојни глави машина за вакуумско покривање









